|
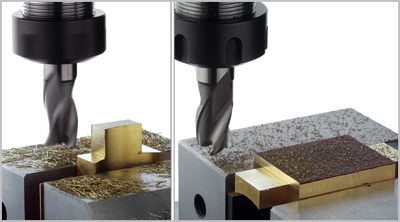
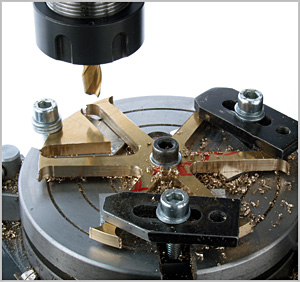
Der Zylinder. Der Zylinder wird aus einzelnen Teilen zusammengesetzt. Ein zufällig vorhandenes Messingrohr wird auf Länge gesägt, außen und innen überdreht und innen gehont. Den Innendurchmesser habe entgegen der Zeichnung reduziert um mit meinem vorhandenen Kompressor zu recht zu kommen. Um Material zu sparen sind die oberen und unteren Flansche als Ringe, die verlötet werden, ausgeführt Als nächstes wird ein auf Maß der Spiegelfläche gefrästes Messingstück, mit einem Schlagzahn ausgekehlt. Der Radius entspricht genau dem Außenradius des Zylinders. Die Einstellung wurde auf einem Stück Alu eingerichtet bis eine genaue Passung (Radius) erreicht war. Rechts ein „Knecht“ der ein ev. verkanten der beweglichen Backe verhindern soll und damit ein sicheres Spannen ermöglicht.
|
|
|
|
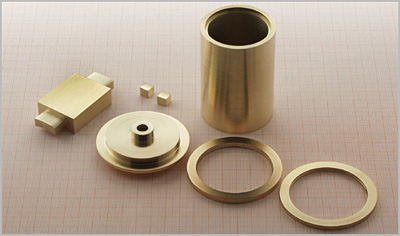
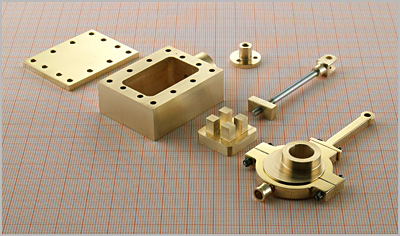
Die Einzelteile fertig zum Löten. Die zwei kleinen Würfel mit Kehle werden oben und unten platziert und nehmen Zischhähne auf.
|
|
|
|
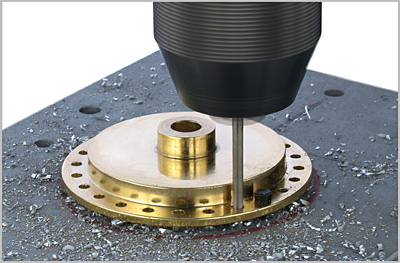
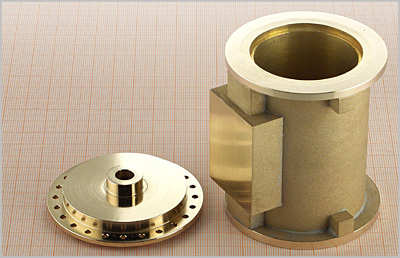
Gelötet mit Castolin157, Schmelztemp. ca. 220°. Meine Maschinen laufen nur mit Pressluft. Der Zylinderdeckel mit 24 Bohrungen dient als Schablone für die Zylinderflansche.
|
 |
|
|
|
||
|
|
|
|
|
Der Schieberkasten wird aus Vollmaterial gefräst, der Ansatz für die Stopfbuchse in 4-Backenfutter gedreht. In gleicher Aufspannung werden die Bohrungen für die Schieberstange und die Stopfbuchse eingebracht. Deckel und Schieberkasten sind mit Loctite auf den Zylinderkorpus geklebt. Nach dem Zentrierbohren wird ein Bohrer mit Ø der Stehbolzen eingespannt, die Fräsmaschine so eingestellt, dass am unteren Anschlag der Spindel der Spiegel noch leicht angebohrt wird und die Bohrungen per Koordinaten eingebracht. Deckel und Schieberkasten werden entfernt in den Zylinder Kernlochbohrungen gebohrt und die Innengewinde geschnitten. Damit wird erreicht, dass die Teile exakt zueinander passen. Die Dampf- Auslass-Bohrung wird nun noch, mit Sorgfalt, in den Zylinderkorpus gefräst/gebohrt und ein Innengewinde geschnitten. |
|
|
|
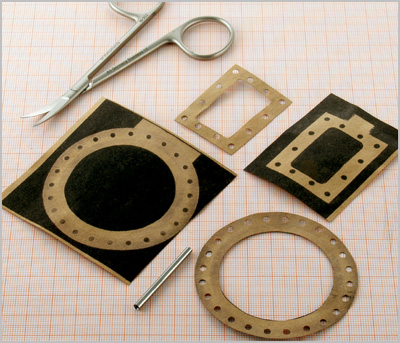
Papierdichtungen habe ich wie folgt hergestellt: Zylinder und Schiebergehäuse werden einzeln auf Mitte der Scheibe eines Scanners gestellt und 1:1 gescannt. Auf Mitte, damit keine Seitenperspektiven entstehen die ev. zu Verzerrungen führen. Die Dateien werden dann auf entsprechendes Dichtungspapier gedruckt. Ausgeschnitten und mit einem selbst gefertigten „Locheisen“, ein Rundstab der auf einer Stirnseite mit einem Zentrierbohrer bis knapp an den Rand aufgebohrt wird, gelocht. |
 |
|
| Kolben, Kolbenstange und Kreuzkopf. |
|
|
|
Die Zylindereinheit. |
 |
|
|
Die Steuerung.
Bearbeiten des Schiebers, |
|
|
|
des Exzenterringes, |
|
|
|
und fräsen der Exzenterstange. |
 |
|
|
Die Teile der Steuerung. Am Deckel fehlt noch die Bohrung für
den Dampf- |
|
|
|
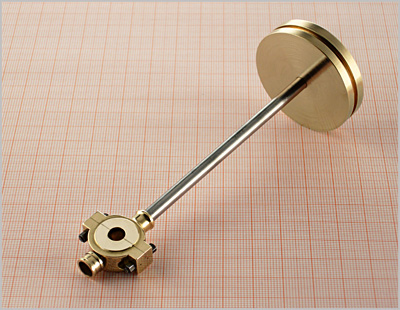
Kurbelwellen, Schwungrad
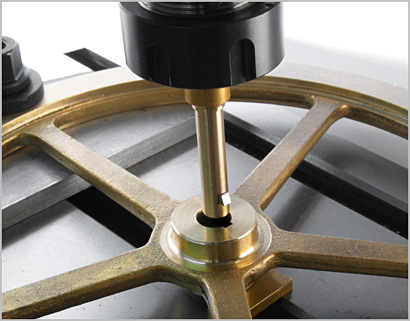
Das Schwungrad wird mit einem Nasenhohlkeil auf der Welle festgesetzt. Dabei bin ich einen Weg gegangen, den Anthony Mount beschreibt: Zuerst wird in das Schwungrad eine schräge Nut im Winkel von 2° gestoßen.
|
 |
|
|
|
|
|
|
Aus
dem kegelförmigen Teil wird ein Segment in der Breite der Nut heraus
gesägt. So entsteht der Nasenhohlkeil. Ich habe nicht gesägt sondern
mit einem 1,5 mm Fräser auf Nutbreite ausgefräst. Dieser Keil hat
nun den Vorteil, dass in die Welle keine Nut gefräst werden muss,
die untere Kante Die auf dem Bild
gezeigte Kurbelwelle wird
|
|
|
|
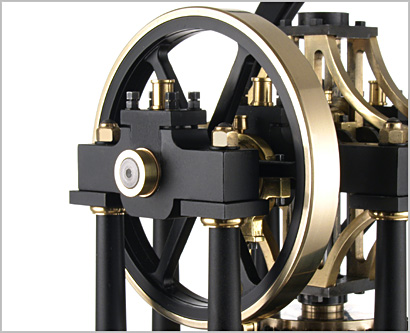
Für ein Treibrad werden Nabe und Speichen aus dem Vollen gefräst und in eine in Form und Größe gebrachte Felge eingelötet.
|
|
|
|
|
||