|
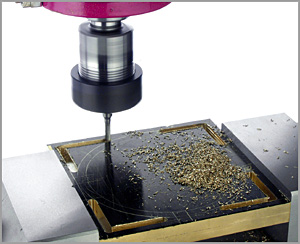
Die Führungsschienen setzen sich aus 2x4 kreuzförmig angeordneten Einzelteilen, zwischen denen Gleitschuhe laufen, zusammen. Hier die Reihenfolge der Herstellung: Zwei
Messingplatten sägen, hier 107/107/6mm. Im Maschinenschraubstock gespannt werden nun zuerst die Geraden gefräst. |
|
|
|
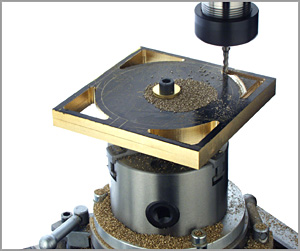
Im Zentrum dann
eine Bohrung einbringen. Einen Spanndorn mit genügend Auflagefläche
fertigen.
|
|
|
|
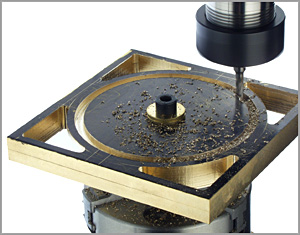
Die Fräser-Außenkante bis zum inneren Anriss zurückfahren und den Vollkreis ausfräsen. Dabei habe ich kurz vor dem Durchbruch das innere und äußere Teil mit einer kleinen Schraubzwinge gesichert um Bruch (durch verkanten!) zu vermeiden und dann in Etappen mit versetzter Zwinge durch gefräst.
|
|
|
|
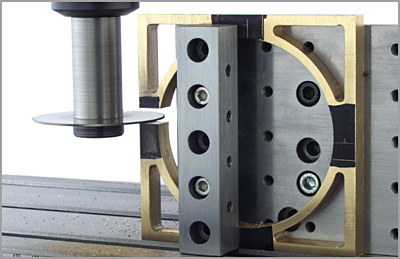
An eine Winkelplatte (Eigenbau) gespannt wird das Werkstück in einzelne Segmente getrennt.
|
|
|
|
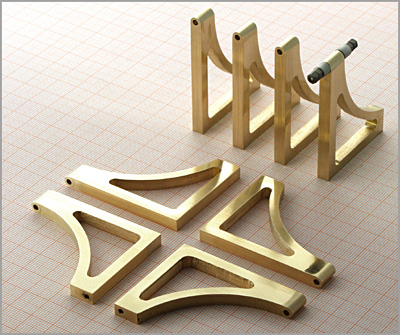
Die 4 Segmente, mit einem Heißluftgerät wieder getrennt, ergeben die erforderlichen 8 identischen Teile. Auf der längeren Seite werden 2,6mm Durchgangsbohrungen eingebracht, auf der kürzeren Seite Sacklöcher gebohrt und Innengewinde M 2,5mm geschnitten. Die Seite mit den Durchgangsbohrungen nun runden. Mit der bekannten Methode: Rollen auf Bolzen, gesichert mit Mutter und Kontermutter, so können Rundungen exakt gefeilt werden.
|
|
|
|
Die einzelnen Führungsschienen werden nach der Erstellung der oberen und unteren „Kappen“ (mit sehr präzisen Bohrungen = Koordinatenbohren!) an diese montiert und ausgerichtet. Die Gleitschuhe sind einfache Frästeile, die jedoch sehr exakt hergestellt werden müssen.
|
|
|
|
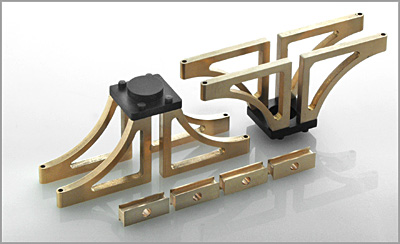
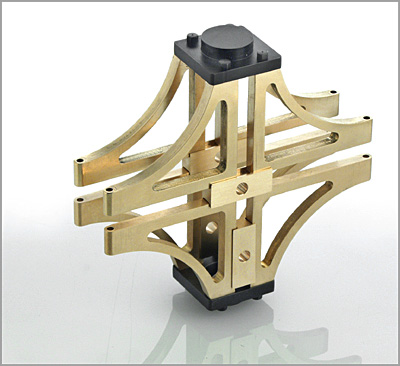
Dazu noch eine Anmerkung: Die Gleitschuhe, die durch Verbindungsglieder bewegt werden (siehe weiter unten) laufen in den Führungsschienen je Paar horizontal wie vertikal und zwar über den Mittelpunkt hinaus. Dabei schlugen die Steine, trotz sorgfältiger Arbeit am Kreuzungspunkt leicht an. Ich habe deshalb sowohl an den Steinen als auch an den Führungsrahmen die Ecken leicht gerundet. Ob das das Geräusche mindert wird sich bei dem ersten Probelauf zeigen. Hier sind die Teile mal provisorisch zusammengestellt.
|
|
|
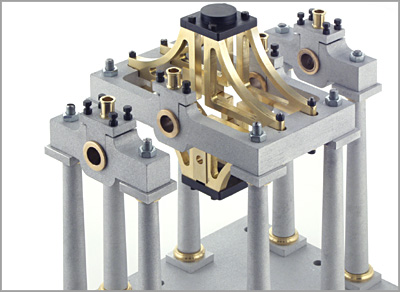
| Das Ganze auf das „Grundgerüst“ montiert.
|
|
|
|
Nun kommen 4 Verbindungsglieder ins Spiel. Wieder wird Material auf die erforderlichen Außenmaße gerichtet. Zwei mal zwei gleiche Teile werden zusammengelötet. Danach angerissen und Bohrungen per Koordinaten eingebracht und gerieben. Auf dem Rundtisch werden die Außenkonturen gefräst.
|
|
|
|
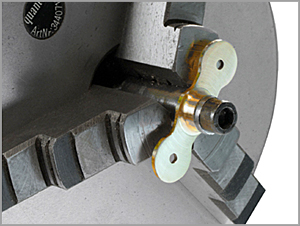
Im Dreibackenfutter, auf einen Dorn gespannt, müssen die Flanken der äußeren Verbindungsglieder auf Zeichnungsmaß abgedreht werden.
|
|
|
|
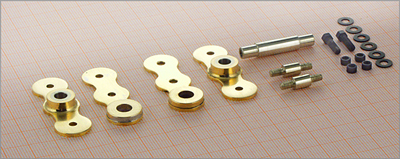
Wieder die einzelnen Teile…..
|
|
|
|
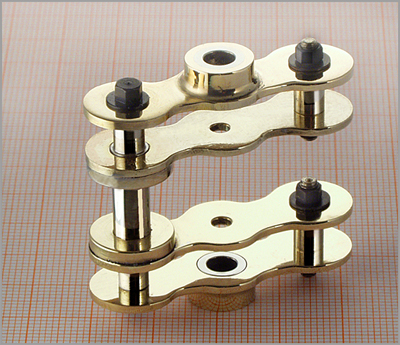
…..und zusammenmontiert/teilweise gelötet. Die kurzen Wellenstücke links und rechts führen wie schon angedeutet, die vier Gleitschuhe, in die mittleren Bohrungen (mit eingepressten Buchsen) greifen die Zapfen der Kurbelwellenwangen ein, die längere mittlere Welle links nimmt später das Kolbenstangengelenk auf.
|
|
|
|
Nun hatte ich Probleme: Trotz sorgfältiger Arbeit und Ausrichtung klemmte der Lauf der Gleitschuhe, sobald die Kurbelwellen montiert waren, immer wieder irgendwo. Es war mir nicht möglich dieses Problem zu beheben. Ich führte es auf zu ungenaue Arbeit und die relativ schwache Verschraubung der Führungsrahmen an (nur 2 Punkten mit 8BA Schrauben) zurück, obwohl ich schon M 2,5 gewählt hatte. Es wurden daher als Versuch zwei genaue, kreuzförmige Teile als Verstärkung für die Führungsrahmen gefräst, dazu noch ein Ausschnitt in den Haupt-Trägerrahmen gefräst und jetzt - als komplette Einheit - an diesem seitlich verschraubt. Zusätzlich wurden noch am oberen und unteren Deckel Anschläge angefräst. Vorteil: Zur weiteren ev. Feineinstellung kann die zusammen montierte Einheit leicht wieder entnommen werden. Wie auf dem folgenden Bild zu sehen habe ich noch an den Seiten durchgehende Gewindestangen mit 2 Kontermuttern montiert. Dadurch lassen sich die Abstände der Führungsschienen zusätzlich einstellen. |
||
|
Das Bild zeigt auch diese Änderung. Ob das hinhaut wird sich zeigen. Die Kurbelwellen, die links und rechts mit ihren Zapfen in die Verbindungsglieder eingreifen, sind getrennte Teile. Erst wenn der Zylinder fertig und die Kolbenstange mit dem Kreuzkopf und den Verbindungsgliedern/Gleitschuhen montiert ist, sollten sich, im Versuch mit Druckluft; die Kurbelwellen synchron drehen. Ein Problem dabei dürfte dabei noch das einseitig sitzende Schwungrad werden, dessen kinetische Energie nur auf eine Welle wirkt.
|
|
|