|
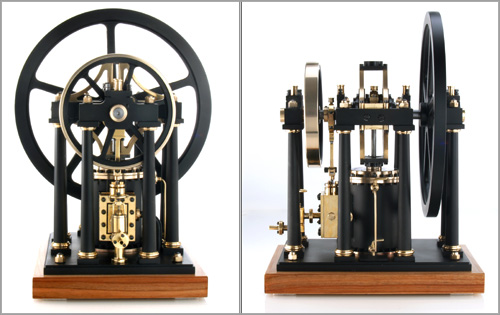
Diese ungewöhnliche Maschine wurde 1843 für James Booth patentiert. Seine Absichten bei dieser Maschine waren so, dass es ein kompaktes Design sein sollte, zur Verwendung in Seitenrad-Dampfern und bei landgebundenen Maschinen, geeignet für enge Einbau Räume. Es ist nicht bekannt, ob eine derartige Maschine jemals in voller Originalgröße gebaut worden ist. Der Modell Nachbau von Anthony Mount als Prototyp folgt weitgehend den vorhandenen Patentzeichnungen. Einige Details sind jedoch dort nur angedeutet, sodass in diesen Punkten nach eigenem Ermessen gebaut wurde. Ein Standardschieber wurde für die Steuerung der Dampfverteilung benutzt. Ein Hauptabsperrventil ist integriert. Der Ausdruck “Rechteck-Linear-Maschine“ leitet sich ab von dem Bewegungsablauf beim Umsetzen der zyklischen Linear-Bewegung von Kolben/Kolbenstange in eine rotierende Bewegung der Antriebswelle. Dies wird bewerkstelligt durch Verbindungsglieder welche mit 2 Kreuzkopf- Führungen verbunden sind. Die Gleitschuhe der Kreuzköpfe laufen in Führungsschienen welche rechtwinkelig in Form eines Kreuzes angeordnet sind. Die zyklisch wiederkehrende Bewegung der Kolbenstange treibt das eine Ende der Verbindungsglieder an, die mit dem vertikal laufenden Kreuzkopf verbunden sind. Das andere Ende der Verbindungsglieder ist verbunden mit dem horizontal geführten Kreuzkopf. Die komplizierte Bewegung der beiden Verbindungsglieder-Enden bewirkt, dass sich die geometrische Mitte der Stege exakt auf einem kreisrunden Pfad bewegt. Genau an diesem Mittel-Punkt ist der Kurbelzapfen der Antriebswelle angebracht, der die drehende Bewegung dieser Welle an die Verbindungsglieder überträgt.
|
||
|
|
||
|
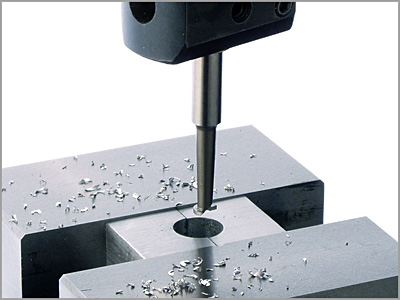
Das Grundgerüst aus Bodenplatte und Säulen. Zu Beginn habe ich die Bodenplatte aus 8mm Alu-Material genau nach Zeichnung auf die Außenmaße gefräst. Danach die erforderlichen Bohrungen angerissen und nach Koordinaten gebohrt, insgesamt 14 Stück. Anthony Mount schreibt in seiner Baubeschreibung, man solle diese Bohrungen etwas größer als den Schraubendurchmesser machen, um leichter Korrekturen der Säulensitze zu den darauf lagernden Rahmen vornehmen zu können. Die acht Säulen sind mit Überlänge von der Stange geschnitten, damit sie zwischen Spitzen konisch gedreht werden können. Der Konus entstand durch Versatz am Reitstock. Danach, auf Länge abgestochen, wurde an beiden Stirnseiten geplant (dabei in konische Hülsen gespannt) und M5 Innengewinde geschnitten.
|
|
|
|
Aus Vierkantmaterial sägte ich auf der Fräsmaschine mit genauer Z-Zustellung 16 Sockel 20x20x5mm bzw. Kapitelle. Ebenso von einer Rundstange werden die unteren und oberen Messing-Zierringe gesägt und mit einem selbstgefrästen/geschliffenen Formstahl auf der Drehmaschine einzeln geformt.
|
|
|
|
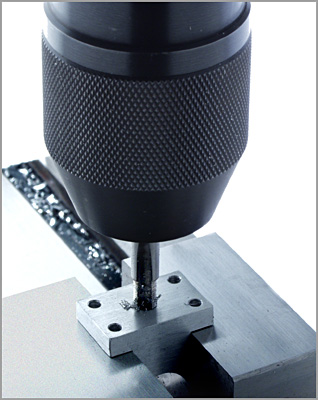
Auf die Grundplatte montiert sind dann die Höhen mit einem Höhenreißer kontrolliert worden.
|
|
|
|
|
||
|
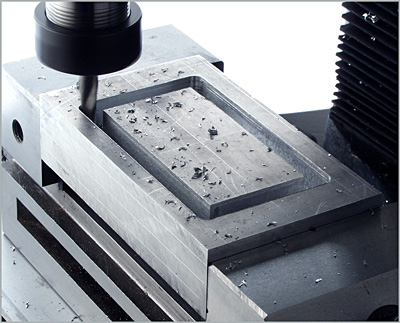
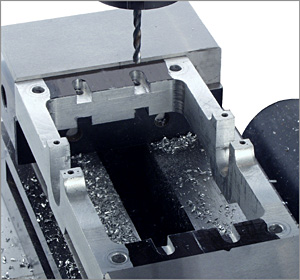
Der Hauptlagerrahmen. Ein Aluminiumklotz wird sorgfältig rechtwinklig, mit Beilage an der losen Backe, auf die erforderlichen Außenmaße gefräst und für die weitere Bearbeitung nach Zeichnung angerissen. Dann die Aussparung gefräst. |
|
|
|
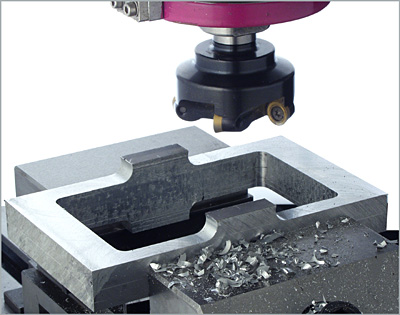
Dann auf beiden Seiten die Höhe des Rahmens genau nach Zeichnung fräsen. In der Mitte bleibt dabei auf den Längsseiten Material für die Lagerdeckel stehen.
|
|
|
|
Auf eine Planscheibe der Drehbank gespannt, werden die Lagerbohrungen ausgedreht. Man erkennt hier, dass ein sorgfältig rechtwinkeliges bearbeiten des Anfangsklotzes wichtig war. So vermeidet man weitgehend Fluchtungsfehler.
|
|
|
|
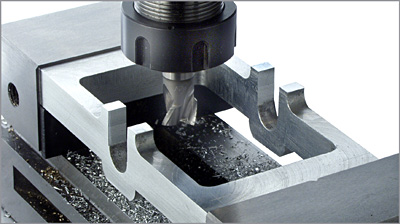
Auf der Fräsmaschine werden dann die Aussparungen für die Lagerdeckel gefräst. Sie sind etwas breiter als der Durchmesser der Bohrungen.
|
|
|
|
Danach habe ich die Aussparungen in der die Führungsschienen sitzen ausgefräst. Um diese genau justieren zu können wurden die Aussparungen um 0.5mm breiter gefräst, die Bohrungen sind ebenfalls mit etwas Übermaß gebohrt. Dadurch konnte ich die Schienen genau ausrichten. Professioneller wäre natürlich, genaue Maße einzuhalten. Die Maschine hat zusätzlich links und rechts des Hauptträgers Seitenträger, siehe weiter unten. Sie werden genau so gefertigt, allerdings mit anderen Maßen.
|
|
|
|
Hergestellt werden nun 4 Lagerdeckel wieder aus je 2 genau nach Außenmaßen gefrästen Klötzen. Zusammen in den Schraubstock der Fräse gespannt, werden sie an der Trennlinie auf das Außenmaß der Kurbelwellenlager aufgebohrt. Auf beiden Seiten wird dann noch Material weggefräst, damit die Deckel in die Aussparungen passen. Mit entsprechenden Bohrungen in Deckel und Innengewinden im Träger können die Lager festgesetzt werden. Diese sind nicht geteilt und damit relativ einfach auf der Drehbank herzustellen.
|
|
|
|
Zwischendurch wurden 2x2 Lager aus Bronzeguss |
|
|
|
Hier bekommt der Deckel noch ein Gewinde für einen |
|
|
|
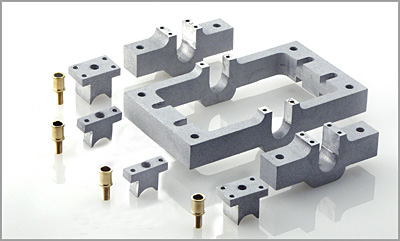
Haupt / Nebenlagerrahmen mit Lagerdeckeln und schon gefertigten Ölern.
|
 |
|
|
|
|
|
|
Eine durchgehende Welle wurde zur Kontrolle durch die 4 Lager geschoben. Es passte - nach kleinen Korrekturen an der Unterseite der Rahmen.
|
||